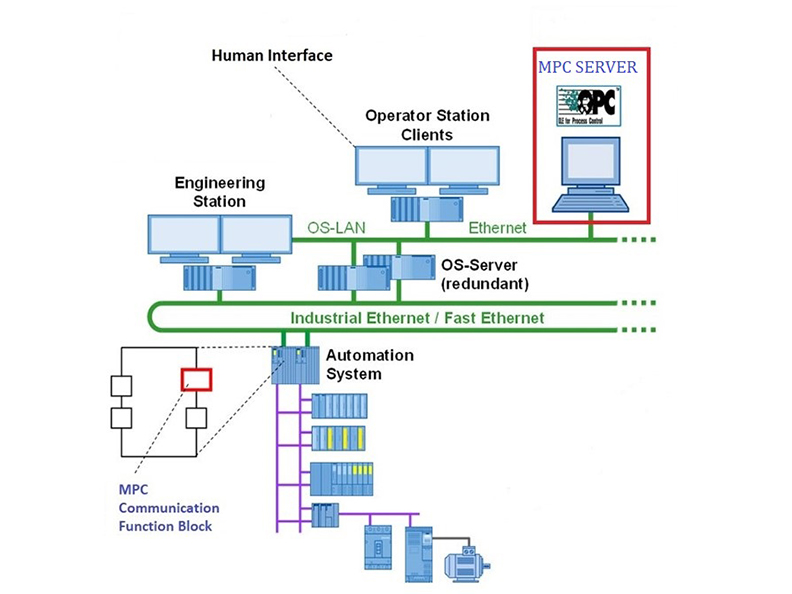
空気分離ユニットのMPC自動制御システム
冶金または化学産業向けの空気分離ユニット。
大型および超大型の空気分離装置の急速な発展に伴い、ガス生産能力は増大しています。顧客の需要が変化した際に、装置負荷を迅速に調整できない場合、製品の大幅な過剰または不足につながる可能性があります。そのため、業界における自動負荷変更の需要は高まっています。
しかし、空気分離プラント(特にアルゴン製造プラント)における大規模な可変負荷プロセスは、複雑なプロセス、厳しいカップリング、ヒステリシス、非線形性といった課題に直面しています。可変負荷を手動で操作すると、作業条件の安定化が困難になり、部品の変動が大きく、可変負荷の速度が遅くなることがよくあります。可変負荷制御を求めるユーザーが増えるにつれ、上海ライフンガスは自動可変負荷制御技術の研究開発に着手しました。
● 外部および内部圧縮プロセスを含む多数の大規模空気分離ユニットに適用された成熟した信頼性の高い技術。
● 空気分離プロセス技術とモデル予測および制御技術を深く統合し、優れた結果をもたらします。
● 各ユニットおよびセクションをターゲットにした最適化。

● 当社の世界クラスの空気分離プロセス専門家チームは、各空気分離ユニットの特定の特性に基づいてターゲットを絞った最適化対策を提案し、エネルギー消費を効果的に削減します。
● 当社の MPC 自動制御テクノロジーは、プロセスの最適化と自動化を最大限に高めるように特別に設計されており、その結果、人的資源の要件が削減され、プラントの自動化レベルが大幅に向上します。
● 実稼働において、自社開発の自動可変負荷制御システムは期待通りの成果を上げ、全自動の負荷追跡・調整機能を実現しました。可変負荷範囲は75%~105%、可変負荷率は0.5%/分で、空気分離ユニットのエネルギー消費量を3%削減し、お客様の期待をはるかに上回りました。













































